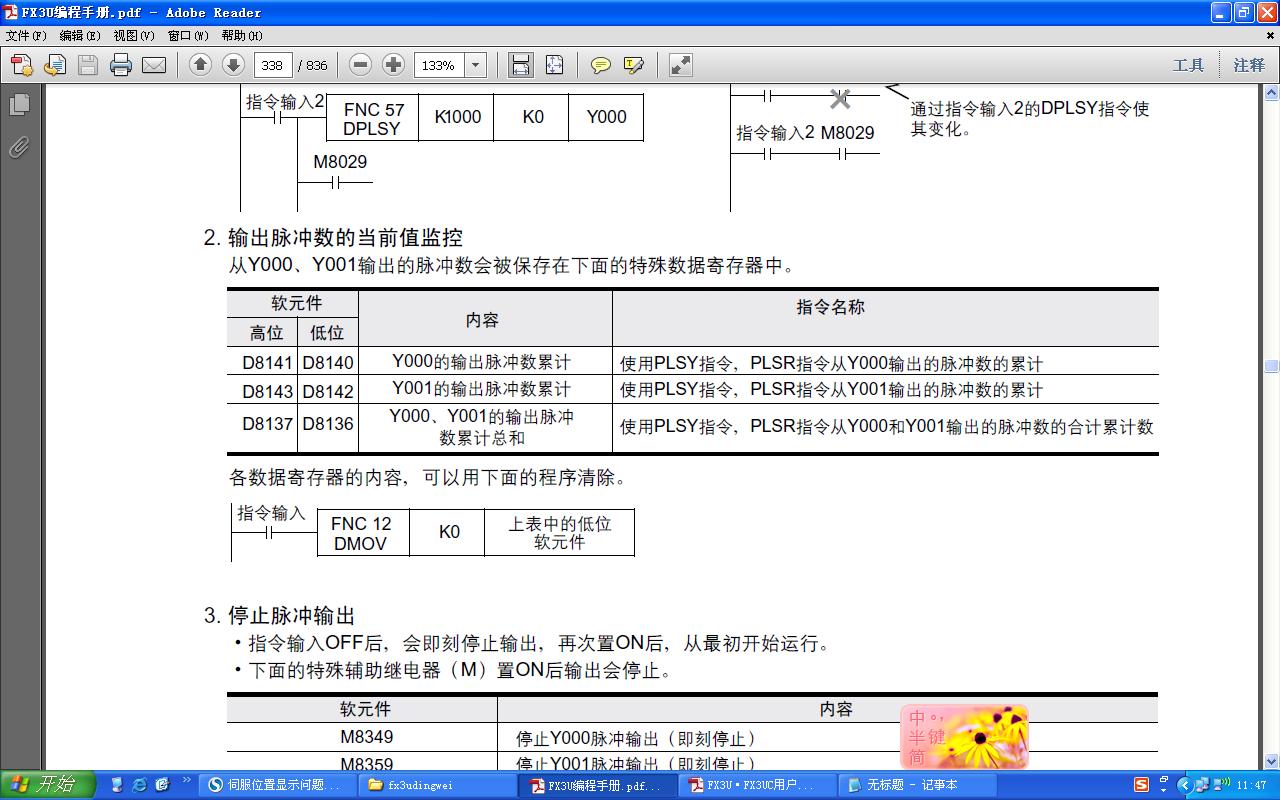
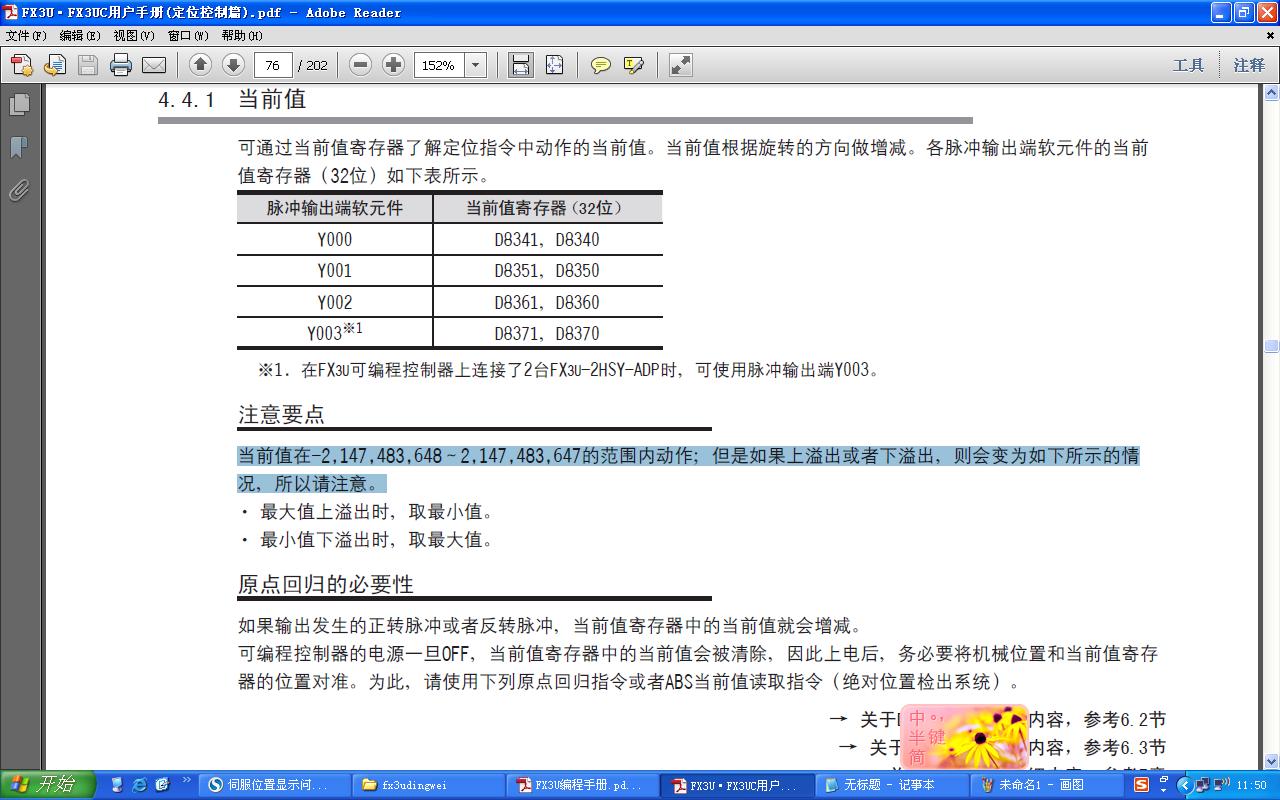
看你用什么指令,比如說是用DRVI,DRVA指令做寸動的話,則脈沖過程值保存在D8340,D8341(雙字,對應Y0),D8350,D8351(對應Y1),D8360,D8361(對應Y2),如果是還有擴展的話,還有D8370,D8371(對應Y3),而如果是使用PLSY和PLSR的話,則過程值保存在D8140,D8141(對應Y0)和D8142,D8143(對應Y1),這些值對應的都是脈沖數,要轉換顯示mm還要幾個數據,比如說電機轉一周模塊發出10000個脈沖,螺桿的螺距是10mm,轉速比為1:1,電機反饋的脈沖數是131072,那么脈沖當量是1微米,即用1000個脈沖表示1mm,所以程序可以這么做:LD M8000 DMOV D8340 D30 ,DFLT D30 D32,DEDIV K10 K10000 D34,DEMUL D32 D34 D36 ,DINT D36 D38,那么這時候的D38,D39就是你屏幕里出現的顯示值,出現負數,那并不要使用SUB指令,程序在原點之后過程值清零,而在往負限方向走時,過程值自然變為負值,以上請參考!
 滬公網安備31010802001143號
滬公網安備31010802001143號

